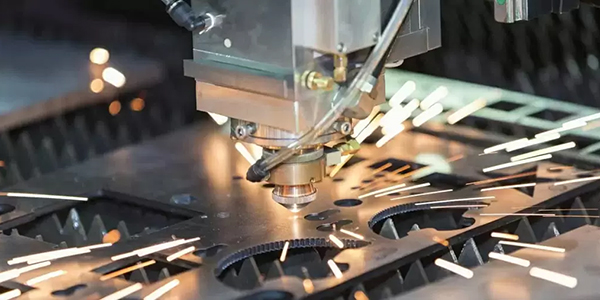
Speгары тизлекле лазер кисү
Без лазер кисү һәм эшкәртүгә чыдам, бронь һәм югары көчле түбән эретелгән материаллар белгечләре. Хардокс (күпчелек приборлар элеккеге запасларда сакланган), Велдокс, Абразо, Армокс, һәм Инвар & Абро кебек класслар барысы 25 мм калынлыкта эшкәртелергә мөмкин.
Тиз әйләнүне җиңеләйтү өчен без бу материалларның чикләнгән запасын йөртәбез. Без Domex & Hardox материаллары спектрын йөртәбез һәм бу материалларны даими эшкәртәбез.
Зинһар, тулырак мәгълүмат һәм хәзерге акцияләр өчен шалтыратыгыз.
Су чистарту
Безнең Waterjet кисү системасы судан 50,000 пси һәм абразив гранат куллана, титанны да кертеп, теләсә нинди материалны кисәр өчен! Көчләндергеч насослар калынрак материалларда тагын да яхшырак эшләргә мөмкинлек бирүче 150 ат көче белән тәэмин итә. Су челтәренең кайбер өстенлекләренә түбәндәгеләр керә: өстен форма кисү сәләте. Күпчелек резин, керамик плитка, мәрмәр, пыяла кебек материалларны кисә. Төрле материалларны җиңеллек белән эшкәртә. ± 0,005 "урнаштыру төгәллеге. Керү тишекләрен бетерә. Башка ысулларга караганда аз хезмәт таләп итә. Бик калын материалларны кисәргә мөмкин (Без 8" калын бакыр кисдек!).

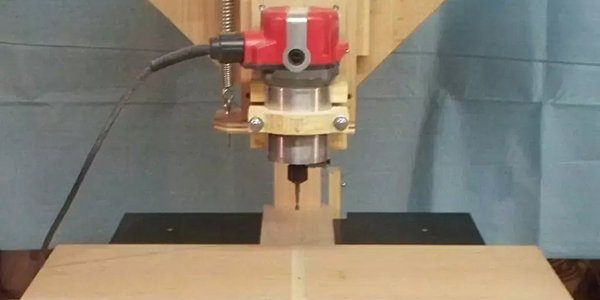
Вертикаль роутер
Федерацияләрне минутына 3150 дюймга кадәр кисү.
• Алюминий, SS, CS һәм эретелгән корыч эшкәртү өчен иң тиз ысул.
72 "х 144" таблицасы 84 "х 140" эш конверты һәм 15 "з күчәре сәяхәте.
• 6 'x 12' га кадәр калын материаллар һәм өлешләр эшли ала.
Каты машина материаллары өчен су басу системасы
• higherгары тизлеккә һәм туклану темпларына рөхсәт бирә, корал гомерен арттыра, өлеш бәясен киметә.
• Дат басмаган корыч һәм титан эшкәртү сәләте.
20 ат көче, HSK 63A кораллы суыту һәм интеграль динамик корал алмаштыргыч белән сыек суытылган шакмак.
Алга киткән кораллау системасы.
• Корал аша суыту тизрәк тирән бораулау эшләрен аңлата.
• 12 корал станциясе теләсә нинди эшне диярлек эшкәртмичә эшкәртергә мөмкинлек бирә.
40 ат көче югары агымлы вакуум насос.
• Зурайган вакуум калын тәлинкәләрне яки күп кечкенә өлешләрне тотарга ярдәм итә.
± 0.0004 "(0.01 мм) бер юнәлешле кабатлану һәм ± .0025" әйләнеше.
Highlyгары төгәл әзер өлешләр.
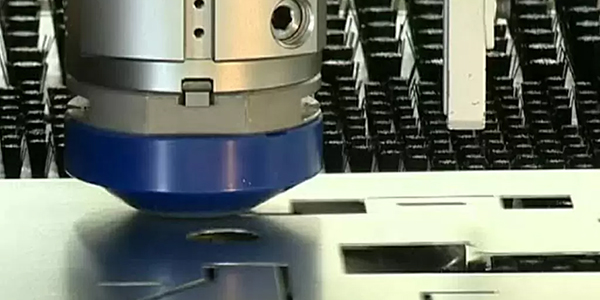
Плазманы кисү
Плазманы кисү күптәннән окси-ягулыкка һәм лазер профиленә арзан бәяле альтернатива булып күренә, монда киселгән почмак проблема булмаган. Plasгары төгәллек / югары билгеләмә плазма процессындагы соңгы үзгәрешләр плазманы кисүнең сыйфатын һәм мөмкинлекләрен сизелерлек яхшыртты, аны элеккегегә караганда күпкырлы һәм төгәл вариантка әйләндерде.

Кушымта яраклылыгы
Плазманы кисү төрле материаллар өчен яраклы, аеруча йомшак корычлар һәм пассажир корычлар өчен бик яхшы.
Контроль системаларны камилләштерү хәзерге вакытта йомшак корычта 1 мм дан 50 ммга кадәр булган материаллар һәм калынлыклар өчен оптималь кисү эшенә ирешергә мөмкин (плазма берәмлеге көченә бәйле).
Төрле материалларны кисү белән бәйле параметрлар, кисү тизлеге, газ төрләре һәм газ басымы кебек җайланмалар хәзер автоматик рәвештә контрольдә тотыла ала, эзлекле югары сыйфатны тәэмин итә. Кулланучыларның бүтән кисү процессларына чыннан да кыйммәт эффектив альтернативасы бар.
CNC
CNC Punching таблицасы металл CNC Punch кораллары һәм CNC Punch Presses белән эшли. Компьютер санлы контрольдә тотыла (CNC) сугу - CNC пунч пресслары белән башкарыла торган җитештерү процессы. Бу машиналар бер баш һәм корал тимер юлы (Trumpf) дизайны яки күп кораллы турет дизайны булырга мөмкин. Машина, нигездә, металл таблицаны x һәм y юнәлешендә күчерү өчен программалаштырылган, шуңа күрә тишекне сугарга әзер машинаның сугучы кочкасы астына төгәл урнаштыру.
Күпчелек CNC пунч пресслары өчен эшкәртү диапазоны 0,5 мм - 6,0 мм калынлыкта, шул исәптән корыч, цинтек, галв, дат басмас корыч һәм алуминий. Тишелгән тишекне сайлау түгәрәк яки турыпочмаклык кебек гади булырга мөмкин, билгеле киселгән дизайнга туры килә. Бер хит һәм кабатланган геометрия комбинациясен кулланып, катлаулы металл компонент формалары ясалырга мөмкин. Машина шулай ук металл форма дизайнында еш кулланыла торган таблицаның ике ягында димпл, таптит® винт җепләре, электр нокталары һ.б. кебек 3D формаларны сугырга мөмкин. Кайбер заманча машиналар җепләрне таптап, кечкенә кыстыргычларны катырып, кырылган кырларны бернинди корал шаһит билгеләре булмаганда компонент циклы вакытында машинаны бик продуктив итә ала. Кирәкле компонент геометриясен булдыру өчен машинаны йөртү күрсәтмәсе CNC программасы буларак билгеле.